YB-63����ͨ���Ͳ���ֵ�����¹���ʹ��˵����
(Electrolytic Polishing)
һ����Ʒ�ص�
1������Һ�������ᣬ���ϵ���Ҫ����ͨ��SGS����GMP��֤������ROHS���FDA�ķ��棬��ʡ�����豸Ͷ�ʼ���ˮ�������á���ʳƷ������ҽ����е�ò���ֹ���������Ĺ����ͻ��������Ч��
2����Һ���Ậ���ͣ��ɱ��ͣ���һ��ʹ�õĴ�ͳ��Һ��30%���ϡ�������ܶ�С����ѹ�ͣ��������Ľϴ�ͳ���յ�1�����ϡ��㷺����������岻��ֵ����ϣ�������ĸ���Ҳ����ʹ�á�
3�������ɴᄉ�漶��������Ʒ����ɴ�Ra=0.2~0.5��m������ʹ�������ɶۻ�����Ч��������ʴ��������304��316��320��201��202��0Cr13��2Cr13��3Cr13��410��420��430���Ȱ����岻��֡�˫���岻��֡������塢�����岻��֣��׳Ʋ���������Ч���ã���Ч�ʸߣ������ã��������ڿ��������������
4����Һʹ��������������ά������,���յ��غ���Һ�ı��ؼ��ɺܺõĿ���������
������Һ��ɺͲ������� ����� ������
Ũ���ᣨ���� 1.74�� 503 ml/L 875.22 g/L
Ũ���ᣨ���� 1.84�� 382 ml/L 702.88 g/L
YB-63���Ӽ� 50-70 ml/L 55-80 g/L
ˮ 50ml/L 50g/L
�� �� 30�C90�� ���50�C60��
���������ܶȣ� DA 6-25A/dm2 ���15�C20A/dm2
�� ѹ 5�C18 ��(V)
��ʱ�� 3�C5 ����
�������� Ǧ��Ǧ�Ͻ� (���鲻ʹ�ò���ֲ���������)
���������������� ��2�C3����1
�����������ľ��� ����70-250mm(̫С���������������䲻��)
�������۲���
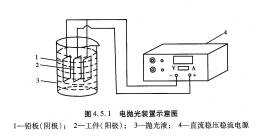
YB-63����������¹�������ʹ�ó��ڵ����ʱ�����������ĭ���Լ��ҾߺͲ���ֹ���������������ʱ��ʹ���ҺҺ�������������ҺҺ������۶���֮��ľ��벻Ӧ��15cm��ȷ���㽫�����Ƶĵ����Һ�����������(��������������:1�׳�*1��*1��=1������*1000��=1000�������*���أ�����,��ô����1000�������Һ��Ҫ��������Ϊ503��*1.74����=875.22����,����382��*1.84����=702.88����,YB-63���Ӽ�55-80����)���ٸ�����Һ��ɽ���Ҫ�������Һ����ְ�����˳���������ڡ�
1��ע������ˮ������ע�����ʹ�ù�ҵ�����ᡢ����ı���û�дﵽ�����صĻ������ȵ��������������������Ҫ�ٲ���ˮ����Ϊˮ���Ѿ���С���ص������������˽�ȥ,���ˮ�ֹ����������ͽ������ȡ���
2
��������������������ע��������������ı��ش�С�������е�������
3���ټ������ᡣ���м�������ˮϡ��ʱ���ͷų�������������Һ�¶ȼ������ߣ��߽�������ӣ����¶�����80��ʱӦֹͣ���ӣ�����Һ��ȴ���ٽ�һ������ֱ��ȫ�����꣩
4
��������������YB-63���Ӽ����߽�������ӣ�������Ϻ�����Һ��ȷ�����Ȼ�ϡ�������YB-63ǰ���Ƚ���װͰ�ڵ�ҩˮ����������,���Ӽ������ñ�����:������3%,�����5%��
5�������õĵ��Һ��Ҫ����Ȼ�ϻ��Ĺ��̣������������Ļ������Ե��5-20��Сʱ����ʱ���Һ�����ɫ���dz��ɫ��ֱ���������ɫ��
�ġ���������
��ѧ����(YB-136��֬) �� ��ˮ��ϴ �� ���ᣨ1�C2% ������Һ��3%����+2%��������Һ��ϴ�10-60���ӣ� �� ����� �� ��������ˮ��ϴ �� �����кͣ�5% ̼������Һ2-5���ӣ� �� ��ˮ��ϴ �� ������µ�����
�塢��Һά��������
1������ֹ����ڽ������֮ǰӦ�����ܽ������ڹ��������ˮ�ֳ�ȥ�����д�����ˮ���п�������������������㣬�ֲ���ʴ�����¹������ϡ�
2
���ڵ��������У���Ϊ�����IJ���ֹ�������������������Ԫ�ز���ת��Ϊ��������������Һ�ڶ��������������������������̵Ľ��У���������Ũ�Ȳ������ӣ����ﵽһ����ֵ����Щ���������������κ���������ʽ���ϴ���Һ�ڳ�����������������۵ײ���Ϊ�ˣ���Һ���붨�ڹ��ˣ����ù�����������ʴ��ר�û������DZõȽ��й��ǣ����ʹ�������Ĥ��)��ȥ����Щ��������
3
����������й����У������ᡢ�����������ˮ���������͵�����ʧ�����⣬��ճ����Һ���ϱ������д���ʧ����ҺҺ�治���½����辭������۲���������Һ��ˮ��
4
������Һ��δ����ǰ��ԭʼ����Ϊ1.68�����ܶȱ��ؼƲ�������,���ò����Ʋ������ܶ��벨���ȿ���ͨ�����湫ʽת����������ˮ��Һ���ܶ�=145/(145-������),������=(145x145)/�ܶ�,���ò����Ʋ���ʱ,������Ҫ��С��ʼ�Բ�,������������ѡ��,�������ơ������ܶȲ�Ҫ�ڵ����ڽ���,Ӧȡ�����ֲ�Һ�ڲ�����С��ڵ����в���,�����ؼƻ�������һ��,��Һ�ᱻǦ����Ⱦ��Ӧ������Һȡ��1.5L����(��2000mL�ձ�),�ȵ���Һ����ˮԡ��ȴ��������¶ȡ�Ȼ����Һת����1000mLֱ����Ͳ��,װ����Ϊ��Ͳ��Լ20mm��,�Ϳ��ñ��ؼƲ����� ������������й����У���Һ�ı���Ӧ������1.65�C1.70�ķ�Χ�ڡ���Һ���غ�ճ�ȹ��ߣ�˵����Һ��ˮ����������Ậ��ƫ�����Ậ��ƫ�ͣ���ʱӦ�ò����ʵ��������ᡢYB-63���Ӽ���ˮ������֮����Һ���ع��ͣ�������Һ��ˮ������(��ʱӦ�ÿ��Dz����ʵ������������������غ�ճ��)�������ñ��ؼƲⶨ��Һ�ı�����һ�ּ���Ч�Ŀ����ֶΡ�
5
����������������£���ö��ڷ�����Һ����ȡ����ἰ����ĺ���(��Һ����ȼ����ᡢ���Ậ���������ⶨ��������Ͷ����������Ա��ȡ������Һ��ʹ�ù�������Ҫ���ڹ����ļд���ʧ�����������������ӵ�ԭ���ʹ��Һ�и���ֵ�Ũ�Ȳ��Ͻ��ͣ�������Ҫ�����ʵ�����������Һ��ά����������������Һ�д���ʧ���������ⷽʽ��������״���������ʡ������뿪Һ���������Ϸ�ͣ��ʱ����ڶ������йأ��������Ϊά����Һ������ʹ�ã�Ӧ���ڵζ�������Һ�и��ɷֵĺ�����ⶨ��Һ�ı��أ�ȷ����Һ�IJ����������ᡢ���ᡢYB-63���Ӽ���ˮ�ı���������YB-63���Ӽ��IJ�����һ��Ϊ��9000�C16000 dm2/����
6�������Һ�ĵ絼�ʣ������£�20�� ��ʱ�ⶨ�����Һ�ĵ絼�ʣ������ȿ��Է������Һ��ˮ�ݵĶ��٣�һ��ˮ�ݶ��ʱ��絼�ʻ����ߣ���Ҳ�����жϷ������ᡢ���ᡢYB-63���Ӽ�������������������ݿ�����Ͷ����������Ա��ȡ�������ҿ��Ը��ݵ絼�ʵĴ�С��ȷ�����ٶȣ�����ʱ�䣩��������������������⣬�Դﵽ��ѵ���״̬�������ⶨ��Һ�ĵ絼����һ�־���ȷ�Ŀ����ֶΡ�
�����豸Ҫ��
�����账�������������С���������Ƚ������Ӧ��С����Һҩˮ�ۺ�ѡ����Ӧ���ʵĵ����������������1000���ࡢ2000���ࡢ3000���࣬��ѹ0-12V��0-24V���ɿع���Ƶ���壩�������Һͨ��Ϊ�����Ტ�ڽϸߵ��¶��²����������ۡ���ϴ�ۡ������������̹ܼ��ŷ�װ�ñ����ɿ�����Һ��ʴ�IJ������졣
1������ϩ���۱�ϩ��������ϩ�������������Լ��ڳ���������(���ڳ�PVC��PP�壩�ĸֲ۾������������ۡ�
2
������Ȼ����������̹ܿ�ѡ�����²��ϣ�
�š����ķ���ϩ�̹ܣ�����ʽ���ķ���ϩ�����������������ȡ����ķ���ϩ����ȹ����ڵ���ȡ����ķ���ϩ�̹ܼ۸���ߵ�ʹ���������ҵ����ԡ�
�ơ���Ǧ��Ǧ��Ͻ��̹ܣ���Ǧ��Ǧ��Ͻ��������������������̹ܡ�Ϊ�����̹�ʹ������������ҺҺ����������紦Ӧ����Ǧ�Ӻ�
�ǡ�ʯӢ����ȹܡ�
3
���Ҿߣ��������ƹҹ�����Ϳ���ܽ������̹����ȣ���ͭ�Ҿߵ�ʹ�������������Һ�������ᣬҲ��������ͭ���ҹ���
4�������ܣ��������Dz���ɢ�ȵķ�Ӧ���̣��������������ʱ��Խ������Һ�¶Ⱦͻ�ϵ�����������Һ��Һ���¶Ȳ��˳���95���϶ȣ����Բ���Ҫ��װƩ��ֱ��Ϊ3.5������ʽǦ�ܻ��ѹ���Ϊ�����ܡ�
�ߡ���װ�����봢��
25kg
��ǿ����Ͱ��װ������������ͨ����ﴦ����һ�㻯ѧƷ���伴�ɡ�
 YB-63������ԭ��ʾ��ͼ
YB-63������ԭ��ʾ��ͼ
</P 